歡(huān)迎光恒(héng)興(xìng)機械官方(fāng)網站!
收(shōu)藏本站(zhàn) 常見問題(tí) 網站(zhàn)地圖
-

-
恒興(xìng)機械
專注機械行業30年(nián) 用(yòng)心服(fú)務
服務熱線(xiàn):
139 5979 0603
專注機械行業30年(nián) 用(yòng)心服(fú)務
139 5979 0603

咨詢熱(rè)線:
139 5979 0603
郵箱(xiāng): hx@zjhjcm.cn
手機: 13959790603
地址(zhǐ): 福建泉州豐州(zhōu)鎮東(dōng)門工(gōng)業(yè)區恒興(xìng)工業園
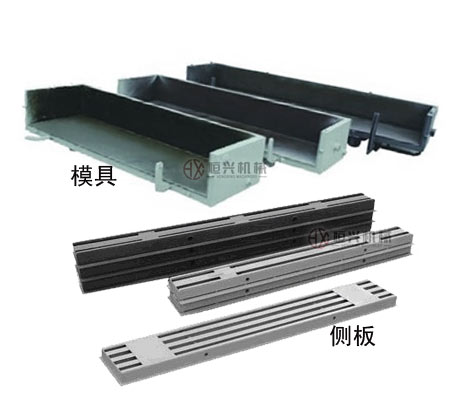

模(mó)具車(chē) /4.2m模闆(側(cè)闆)
1、模具(jù)側闆(pǎn)的組成(chéng)
模(mó)具由模框(kuàng)、底架(jià)、夾緊裝置(zhì)、車輪(lún)、密封(fēng)條。
側(cè)闆由内、外(wài)闆、立(lì)柱等組(zǔ)成。
2、模具、側闆(pǎn)的要求
2. 1、模(mó)具、側闆能滿足和生産 07級(jí)産品(pǐn)要求(qiú)。
2. 2、模具(jù)、側闆具備互換(huàn)性。
2. 3、模(mó)具、側闆組合時易脫(tuō)模(mó)、組(zǔ)模。
2. 4、模具(jù)、側(cè)闆于坯體接(jiē)觸面平(píng)制度誤差≤ 1mm/m,側闆(pǎn)繞(rào)度≤ 1mm/m。
2.5、模具、側闆滿足切割(gē)好的(de)坯體的淨(jìng)尺寸(cùn)是 4200*1200*600mm
2. 6、模(mó)具内(nèi)角頂及邊線倒(dǎo)角并(bìng)打磨(mó)至平直,以保證(zhèng)脫無掉角(jiǎo)現象。
2. 7、側(cè)闆采用(yòng)優質(zhì)鋼材,在制作完(wán)成後(hòu)的(de)焊(hàn)接件(jiàn)變形量≤ 1%,在(zài)使用(yòng)過程中(蒸(zhēng)壓釜蒸養溫度(dù) 198℃ -200℃)使(shǐ)側闆的變形量減(jiǎn)少到(dào)最(zuì)小。
2. 8、模具兩端的吊(diào)點與翻(fān)轉吊具(jù)吊鈎(gōu)自然平沒(méi)有吻合,起(qǐ)吊時(shí)吊點與(yǔ)勾間平(píng)穩,無沖擊現象(xiàng)。
3、主要參數(shù):規格: 4.2× 1.2× 0.6m(淨坯尺寸(cùn))
4、其(qí)他(tā):模具緊固裝置,最低(dī)使用次數≥ 3000次。
二、技(jì)術(shù)參數:
|
規格 |
澆注坯體(tǐ)尺寸(cùn)(去(qù)皮(pí)後尺寸 |
最大外(wài)形尺寸(mm) |
每模坯體(tǐ)(m3) |
||||
|
長(zhǎng)a(mm) |
寬b(mm) |
高(gāo)c(mm) |
長a(mm) |
寬(kuān)b(mm) |
高c(mm) |
||
|
4.2*1.2*0.6 |
4200 |
1200 |
600 |
4720 |
1735 |
1078 |
3.024 |
|
4.8*1.2*0.6 |
4800 |
1200 |
600 |
5320 |
1735 |
1078 |
3.456 |
|
6.0*1.2*0.6 |
6000 |
1200 |
600 |
6550 |
1750 |
1085 |
4.320 |
側闆:
一(yī)、産品介紹(shào)
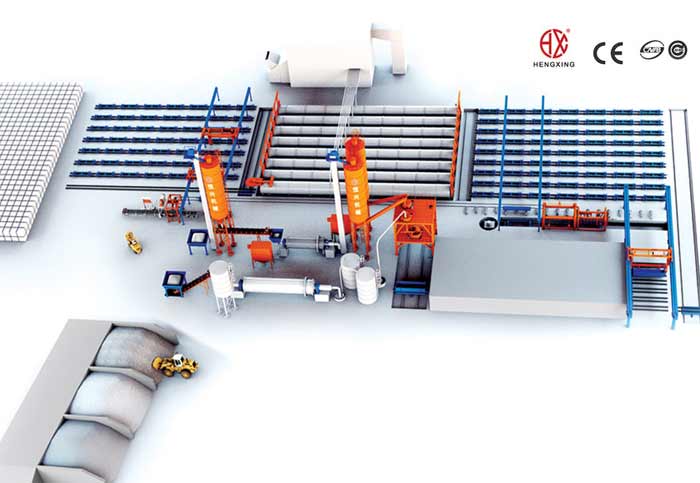
承載胚體進行(háng)切割(gē)、編(biān)組、蒸養(yǎng)。主要規(guī)格有 4.2m、 4.8m、 6.0m。
模具側闆的(de)組成:模具(jù)由模(mó)框、底架、夾(jiá)緊裝置、車輪(lún)、密封條(tiáo)。
側(cè)闆由内(nèi)、外闆(pǎn)、立(lì)柱(zhù)等組(zǔ)成。
咨詢: 加氣磚生産線:模(mó)具/側(cè)闆
備案(àn)号:京icp證000000号

|
|
|---|
|
技術支持
擊這(zhè)裏給(gěi)我發消息")
産品(pǐn)咨詢
|